| |
| LAPIDAIRE |
 |
 |
| Trés répandu dans
l'industrie, le lapidaire est un outillage trés performant et dont
vous ne pourrez plus vous passer une fois éssayé. |
| L'idée
de cette fabrication est partie du constat qu'il est devenu facile de
trouver des moteurs élèctriques d'occasion. Les sites de
ventes aux enchères "regorgent" d'annonces. |
 |
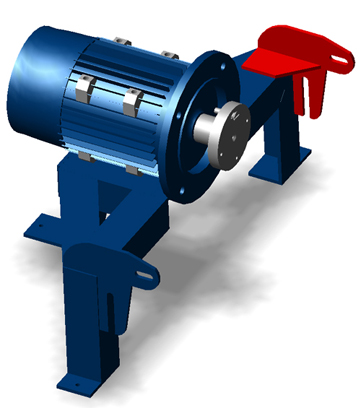
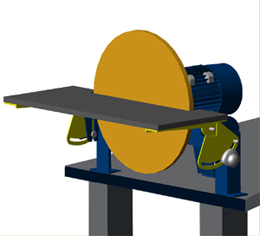
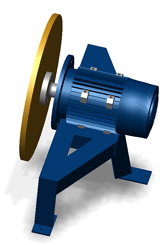
| Le Lapidaire se compose donc d'un moteur
avec un arbre claveté, d'un plateau de ponçage, d'un flasque
faisant la jonction entre l'abre et le plateau, et d'un support moteur. Faites attention au choix de votre moteur, l'arbre de sortie ne doit pas être d'un diamètre trop faible. Plus grand est le diametre du plateau de ponçage plus les éffotrs à l'arbre seront importants. |
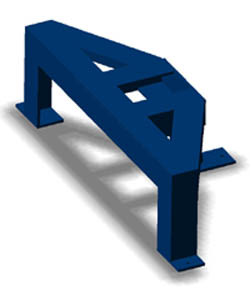
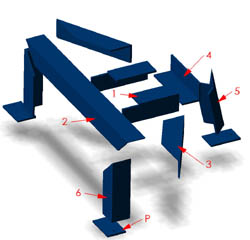
| SUPPORT MOTEUR: |
|
AVERTISSEMENT: Aprés avoir débité toutes les pièces, on
assemble "à blanc" les 1, 2, 3, 4,1',3',4' sur un marbre
en tôle. Ces pieces sont positionnées à l'envers,
face supérieure sur le marbre en tôle. Aprés avoir
vérifié la bonne coïncidence des assemblages il est
conseillé de "pointer" à l'arc toutes ces pièces
sur le marbre. Ceci pour éviter que l'assemblage ne se déforme
sous l'effet de la soudure définitive. Faites attention à
l'emplacement de ces "pointages" de soudure, ils sont tous provisoires
et doivent être accessibles au disque de votre meuleuse. |
 |
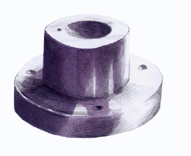
| FLASQUE: |
 |
 Cliquez |
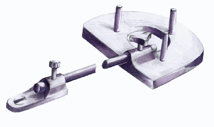
| GORGE DE CLAVETTE: | |
|
A défaut d'étau limeur, vous pouvez réaliser la
gorge de clavette de la manière qui suit. Ensuite, percez (perçage 2)avec un forêt d'un diamètre légerement inférieur à l'épaisseur de la gorge. Attention à l'avance de votre forêt, ne descendez pas trop vite pour ne pas échapper à l'axe du premier perçage. Pour finir, ajustez à la lime la gorge de la clavette en ne laissant pas trop de jeu. Cette dernière opération est un peu longue mais nécéssaire. |
 Pointeau |
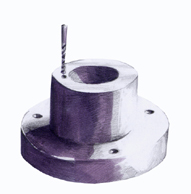 Perçage 1 |
|
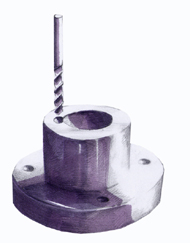 Perçage 2 |
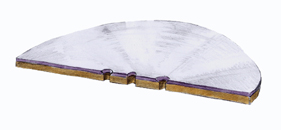
| DISQUE PONCEUR: |
|
Le disque ponceur se compose d'une plaque de contre-plaqué de
20mm d'épaisseur et d'une sur-plaque d'aluminium de 5mm d'épaisseur. La contre-plaque d'acier ou d'aluminium permet de renforcer le disque ponceur et surtout de coller/ décoller les feuilles d'abrasif sans déteriorer la surface du disque. |
 |
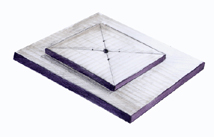
| REALISATION DU DISQUE: | |
|
Tracez les diagonales de la plaque de CP et repérez tous les perçages,
vis centrale pour le montage et les quatre vis de serrage. |
|
 |
|
| COLLAGE CONTRE-PLAQUE: |
| Aprés polymérisation, découpez le surplus de la contre-plaque d'alu à la scie à métaux et finissez de dresser à la lime. Attention, n'utilisez pas de meuleuse pour la première opération, la chaleur engendrée par le tronçonnage risquerait d'amorcer des points de décollement de la résine. |
| PERCAGE DES TROUS DE FIXATION: |
| MONTAGE DU MOTEUR ET DU DISQUE : |
| Montez
le flasque sur l'abre moteur puis le disque ponceur sur le flasque. Placez
l'ensemble sur le support moteur et repérez les perçages
de fixation du moteur sur le support. Pour régler le parallélisme
entre le plateau ponceur et le support moteur il peut etre nécéssaire
de laisser du jeu dans les perçages de fixation.
|
|
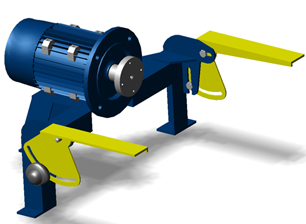
| SUPPORT TABLETTE: |
 |
Les deux supports de
tablette sont réalisés en deux parties. La piéce
supérieure est débitée dans une section de cornière.
La pièce inférieure est quant à elle débitée
dans un "reste" de cornière ou dans du plat. Attention
à la symétrie des pièces. Positionner les deux pièces sur le support moteur et pointez-les en faisant bien attention à leur équerrage et parallélisme. Lors de la soudure définitive ne faites pas de trop gros cordons,
vous risqueriez de déformer les piéces, des petits cordons
suffisent. |
|
 |
 |
| REALISATION D'UNE LUMIERE: |
|
La "lumière" de la pièce supérieure est
réalisée par une succession de perçages, deux traits
de coupe à la meuleuse et une finition à la lime.
|
||
| ARTICULATION TABLETTE: |
 |
| Les deux pièces d'articulation sont réalisées en deux parties. Une réglette débitée dans une corniere et un secteur débité dans une tôle. |
 |
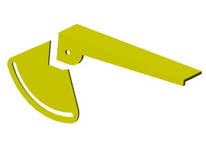 |
| Les deux parties de chaque articulation doivent être
soudées à coeur puis meulées de sorte qu'il reste
aucun surplus de cordon de soudure. |
|
 |
 |
| Assemblez les articulations de tablette sur les supports tablette.
Les deux boulons fasaint office d'axe de rotation sont sérrés
au moyen d'un écrous et contre-écrous. Un serrage modéré,
pour permettre la rotation de l'ensemble tablette. Les vis de serrage au niveau des secteurs sont équipées d'une molette permettant un serrage et désserrage rapide. |
|
| TABLETTE: |
| CAPTEUR DE POUSSIERE: |
| Un collecteur de poussière et une bonne aspiration sont indispensables au travail sur un lapidaire. En effet le lapidaire dégage énormément de poussière et sans aspiration votre atelier sera trés vite recouvert d'une pélicule de poussiere et vos poumons ne le seront pas moins. Hormis le caractère désagréable de travailler dans la poussiere, ces fines particules de poussiere représentent aussi un réel danger d'explosion en présence d'une flamme. |  |
|
Le collecteur de poussière est une simple boîte de contre-plaqué de 5mm équipée d'une sortie en tube PVC, type évacuation d'eau, adaptée à votre tube d'aspiration. Pour être éfficace, le collecteur doit "prendre" la partie inférieur du disque de ponçage et être relativement bien ajustée à l'épaisseur du disque. L'objectif étant d'obtenir le moins de perte de charge dans l'aspiration. Le collecteur est fixé au support moteur au moyen de deux vis
boulonnées sur la pièce 2 du support
moteur. |
|
| PIETEMENT: |
|
 |
|
Selon la place dont vous disposez et la fréquence d'utilisation, le lapidaire peut-être installé en poste fixe avec un piètement stable ou se boulonner au bout de votre établis de manière provisoire. Dans les deux cas, le socle doit être absolument stable. Concernant l'interrupteur moteur, installez-le de façon à
ce qu'il soit facile d'accés. Pour davantage de sécurité
il peut être interssant de mettre un bouton coup de point au niveau
des genoux. Ainsi quand vos deux mains sont prises et qu'une pièce
risque de vous échapper vous pouvez tout arreter sans lacher prise. |
|
TYPES D'ABRASIF ET COLLAGE: |
 |
| Il existe deux types de feuille d'abrasif.
Les feuilles à encoller avec une âme papier ou une âme
en toile, et les feuilles à velcros avec âme papier. Dans les
feuilles à encoller, l'abrasif toilé est le plus interessant.
Lors du remplacement d'une feuille usagée la toile se décolle
plus aiséement qu'un papier qui risque de se déchirer. Le collage des disques se fait à la colle néoprène en étalant uniformément la colle à la spatule crantée. Si vous disposez de feuille plus large que le diamètre du disque, collez la feuille en laissant du "gras" sur les cotés et faites la découpe en dernier lieu. Dans le cas de disques pré-découpés, percer dans l'abrasif les quatre enmplacement des vis de serrage, encoller les surfaces de collage, introduisez deux ou trois vis sur l'envers du plateau ponceur et servez-vous de ces vis pour ajuster l'abrasif. Attention à ne pas vous louper, la colle néopréne n'autorise qu'une seule pose. |
MISE EN ROUTE: |
|
Avant la mise en route du lapidaire,
assurez-vous que tous les boulons et vis sont bien serrés, que
le disque ponceur est libre de tout frottement et que l'ensemble est bien
stable.
|
RECOMMANDATIONS: |
|
Pour usiner
une pièce, vous devez toujours travailler en posant la pièce
sur la tablette et faire en sorte que le mouvement de rotation du disque
applique la pièce sur la tablette. Dans le cas contraire la pièce
peut vous échapper des mains et devenir un projectile "meutrier".
|
![]()
16 nov 2007







){kind=link}
){kind=link}
){kind=link}
){kind=link}
){kind=link}
){kind=link}
){kind=link}
){kind=link}
){kind=link}
){kind=link}
){kind=link}
){kind=link}